Panelinde IGBT İndüksiyon Isıtıcılı İndüksiyon Lehimleme Pirinç Bağlantı Elemanı
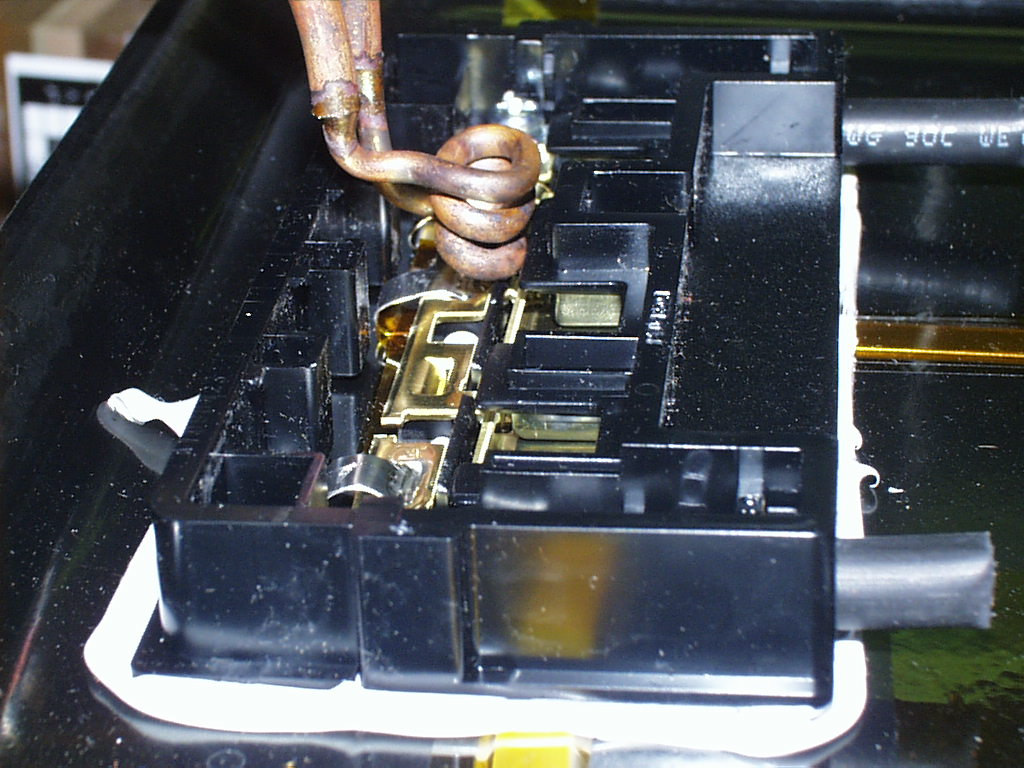
Amaç Bağlantı kutusundaki bileşenleri etkilemeden bir güneş paneli bağlantı kutusunda her seferinde bir tane olmak üzere üç pirinç konektör lehimi
Malzeme Güneş paneli bağlantı kutusu, pirinç konektörler, lehim teli
Sıcaklık 700 ºF (371 ºC)
Frekans 344 kHz
Ekipman • DW-UHF-6 kW endüksiyonlu ısıtma sistemi, bir 1.0 μF kapasitör içeren uzak bir çalışma kafası ile donatılmıştır.
• Bu uygulama için özel olarak tasarlanmış ve geliştirilmiş bir indüksiyonlu ısıtma bobini.
İşlem Konektörleri ısıtmak için üç dönüşlü oval şekilli sarmal bir bobin kullanılır. Eklem bölgesine bir parça lehim teli yerleştirilir ve her bir ek yeri ayrı ayrı 5 saniye ısıtılarak konektör lehimlenir. Üç eklem için toplam işlem süresi 15 saniyedir.
Sonuçlar / Avantajlar İndüksiyonla ısıtma aşağıdakileri sağlar:
• Nokta doğruluğu, ısıtmayı yalnızca bağlantı noktasına verir; çevreleyen bileşenleri etkilemez
• Lokalize ısı düzgün ve temiz derzler üretir
• Yüksek kaliteli, tekrarlanabilir sonuçlar üretir
• Isınmanın eşit dağılımı