
IGBT Yüksek Frekanslı Isıtma Üniteleri ile İndüksiyon Lehimleme Bakır Teller
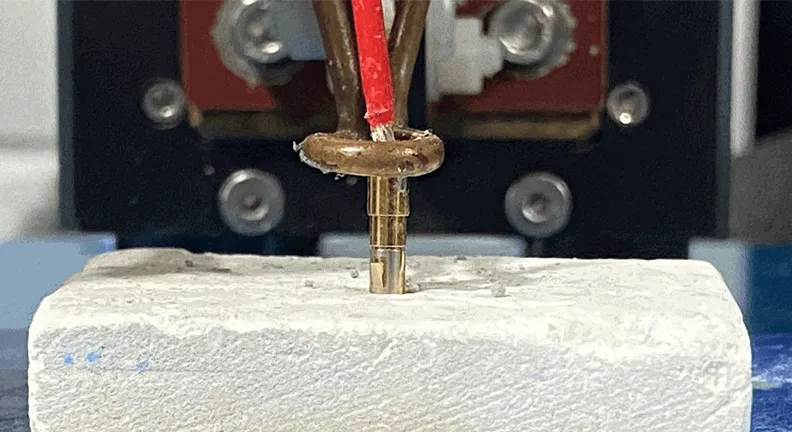
Amaç İki bakır kabloyu bir bakır bara üzerindeki önceden kurulmuş taretlere lehimlemek
Malzeme Lehimleme daldırma bakır / nikel bara, 2 kalaylı bükülü bakır tel, lehim çubuğu
Sıcaklık 446 ºF (230 ºC)
Frekans 230 kHz
Ekipman • DW-UHF-6kW endüksiyonlu ısıtma sistemi, bir 1.2μF kapasitör içeren uzak bir çalışma kafası ile donatılmıştır.
• Bu uygulama için özel olarak tasarlanmış ve geliştirilmiş bir indüksiyonlu ısıtma bobini.
İşlem Veriyolu çubuğu tertibatını lehimlemek için dört turlu bölünmüş sarmal bir bobin kullanılır. Taretlere 2 bakır tel uygulanır ve 30 saniye boyunca güç uygulanır. Sert lehim çubuğu, ısıtılmış parçalara elle beslenir ve sert lehim eşit şekilde akarak eklemi oluşturur.
Sonuçlar / Avantajlar İndüksiyonla ısıtma aşağıdakileri sağlar:
• Azaltılmış lehim süresi
• Isınmanın eşit dağılımı
• Ortak tutarlılığa ortak



