IGBT İndüksiyonlu Isıtma Üniteli İndüksiyon Lehimleme Sigorta Kapakları
Amaç Kurşunsuz lehimi yeniden akıtmak ve sigorta kapağı ile sigorta teli kılavuzu arasında bir bağlantı yapmak için aynı anda üç sigorta kapağını lehimlemek
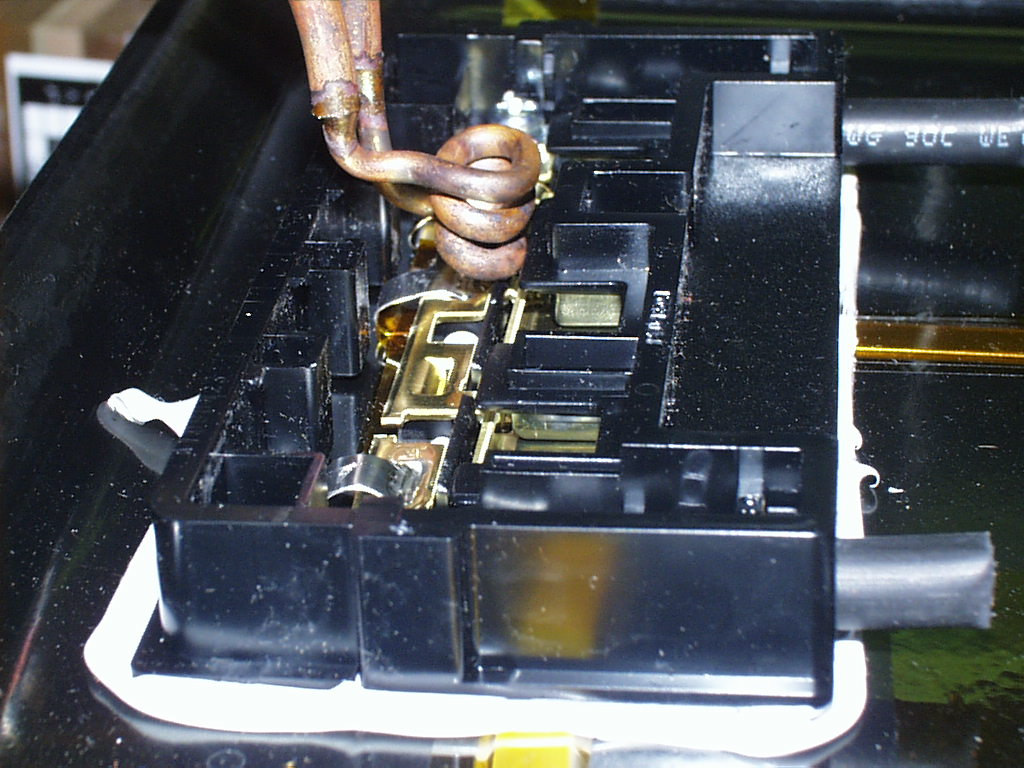
Malzeme Kaplamalı bakır uç kapakları 0.375 ”(9.5 mm) OD x 0.375” (9.5 mm) yükseklik, seramik sigorta borusu 1.5 ”yüksekliğinde (38.1 mm), kurşunsuz lehim preformları
Sıcaklık 700 ºF (371 ºC)
Frekans 286 kHz
Ekipman • DW-UHF-20 kW endüksiyonlu ısıtma sistemi, toplam 1.0μF için iki 0.5μF kapasitör içeren bir uzak çalışma kafası ile donatılmıştır
• Bu uygulama için özel olarak tasarlanmış ve geliştirilmiş bir indüksiyonlu ısıtma bobini.
İşlem Üç sigorta kapağını aynı anda lehimlemek için üç konumlu iki tur sarmal bir bobin kullanılır. Sigorta tertibatları bobine yerleştirilir ve lehimin yeniden akışını sağlamak için ısı, döngü başına 3.5 saniyede üç döngü halinde uygulanır. Üretim hattında önce alt kapaklar lehimlenir. Sigortalar kumla doldurulur ve düzeneği çevirmeden üst kapak lehimlenir.
Sonuçlar / Avantajlar İndüksiyonla ısıtma aşağıdakileri sağlar:
• Tutarlı, tekrarlanabilir sonuçlar
• Hassas ve doğru ısı uygulaması
• Üretim için operatör becerisi gerektirmeyen eller serbest ısıtma
• Isınmanın eşit dağılımı