İndüksiyonla Isı ayarı Nitinol
Açıklama
İndüksiyonla Isı ayarı Nitinol Yüksek Frekanslı RF İndüksiyonlu Isıtma Ekipmanı ile
Amaç 0.005 ”(0.13 mm) çaplı Nitinol teli şekillendirme uygulaması için ısıtmak
Malzeme Nitinol tel
Çelik fikstür
Sıcaklık 930 ° F (500 ° C)
Frekans 500 kHz
Ekipman DW-UHF-6kW-I katı hal indüksiyon güç kaynağı, iki 0.33μF kapasitör (toplam 0.66μF) içeren bir uzak ısı istasyonu ile donatılmıştır. Bu uygulama için özel olarak tasarlanmış ve geliştirilmiş bir indüksiyonlu ısıtma bobini.
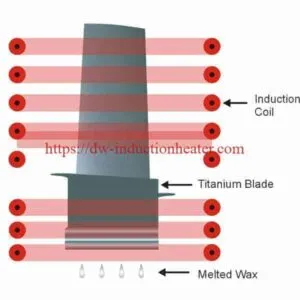
İşlem Müşteri tarafından tedarik edilen fikstür, iki eş merkezli silindirden oluşur: 0.1 ”(2.54 mm) kalınlığında içi boş bir dış silindir, 1” inç (25.4 mm) çaplı katı bir silindir üzerinden kaydırılır. Gerekli Nitinol şekli, iç silindirin dış çapına oyulmuştur. Sağlanan sağlam çelik fikstür, ısıyı azaltmak için değiştirilmiştir.
kitle. Katı iç silindir, bir bobinin ID'ye yerleştirilmesine izin vermek için delinmiştir. Gerekli ısı modelini oluşturmak için özel bir dört dönüşlü dahili ve harici sarmal bobin kullanılır. Isıtma döngüsünü oluşturmak için parçasız bir fikstür üzerinde ilk testler (bir termokupl kullanılarak) gerçekleştirilir. Parça armatürün içine ve parça üzerine indüksiyonlu ısıtma bobini yerleştirilir. Parça ayar noktasına kadar ısınana kadar güç verilir ve bu sıcaklıkta 2.5 dakika tutulur. Fikstür, ısıtma döngüsünün ardından hemen suda söndürülür. Parçalar şekil belleği özelliklerine göre yapılmıştır.
Sonuçlar / Faydalar Ameritherm sistemi, armatürü belirtilen oranlarda ayar noktasına kadar ısıtır ve Nitinol teli, geleneksel fırına göre daha az enerji ve zaman kullanarak 4 dakika içinde istenilen şekilde şekillendirilir.
ısıtma yöntemleri