bakırdan paslanmaz çeliğe lehimleme
Açıklama
Nesnel
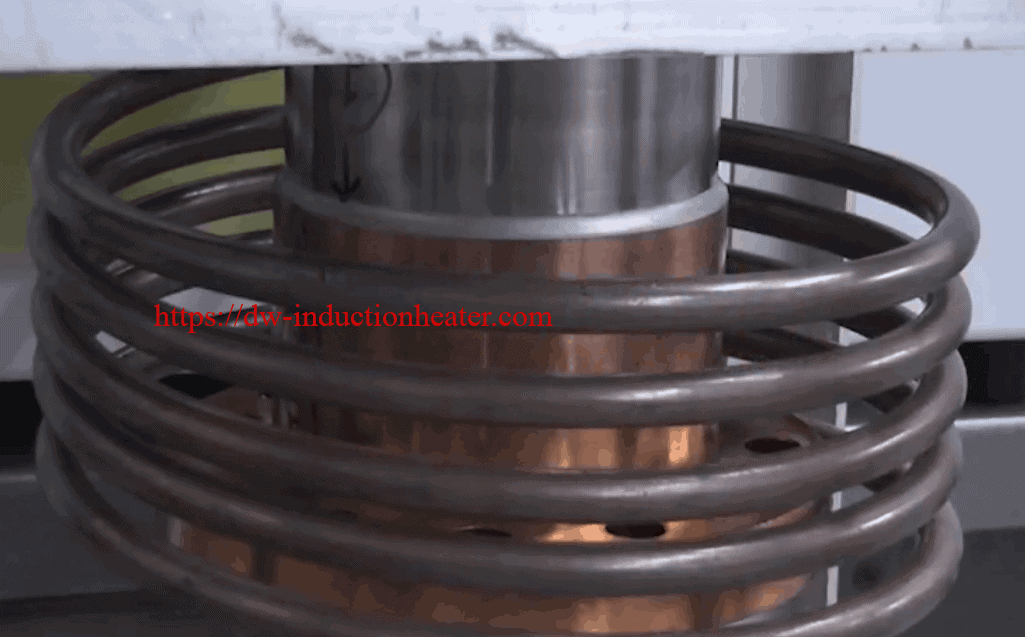
İndüksiyon Bakır borunun paslanmaz çelik boruya lehimlenmesi. Kriyojenik Pompalar ve Muhafazaları.

Ekipman
DW-HF-15kW / 25KW / 45KW indüksiyon ısıtma ekipmanları

Deney 1
Malzemeler
Kriyojenik Pompalar ve Muhafazalar - Bakır kapak (2 mm) OD, 25.4 ”(3 mm) uzunluğunda, 76.2” (0.15 mm) kalınlığında duvar, 3.81 ”(1.4 mm) derinliğinde paslanmaz çelik şaft üzerine oturur, paslanmaz çelik şaft (3.81 ”(1.7 mm) OD, 43.18” (6 mm) uzunluğunda ve bittiğinde 152.4 ”(0.1 mm) kalınlığında daha büyük kütleye eklenmiştir.)
Güç: 25 kW
Sıcaklık: 1145 ° C (618 ° F +)
Zaman: 40 saniyenin altında

Deney 2
Malzemeler
Kriyojenik Pompalar ve Muhafazalar - Bakır Kovan (3.6 ”(91.44 mm) OD, 0.1” (2.54 mm) kalın duvar, 2.7 ”(68.5 mm) boyunda, 3.8” (96.52 mm) tabandaki dudak 0.6 ”( 15.2mm) boyunda yaklaşık 0.85 ”(21.5mm) kalınlığında, dudaklı kısmı toplam 3.14” (79.7mm) yüksekliğinde, SS şaftı 2.66 ”(67.5mm) derinliğinde oturur, SS Mili (3.4” (86.3mm) OD, 3.2 inç (81.2 mm) ID, 7.5 inç (190.5 inç) üzerinde, bir ucunda daha küçük başlık ve mil, diğer tarafta daha büyük 8 ”(203.2 mm) taban bulunur)
Güç: 16.06kW
Sıcaklık: 1145 ° C (618 ° F +)
Zaman: 1 dakika 30 saniye ila 3 dakika
Deney 3
Malzemeler
Kriyojenik Pompalar ve Muhafazalar - Bakır Kovan (3.5 ”(88.9 mm) OD, 0.1” (2.54 mm) kalın duvar, 2.1 ”(53.3 mm) boyunda, 5.3” (134.6 mm) OD dudak, altta 0.74 ”( 18.7mm) boyunda yaklaşık 1 ”(25.4mm) kalınlığında, dudaklı kısmı toplam 2.8” (71.1mm) yüksekliğinde, paslanmaz çelik şaft 2.66 ”(67.5mm) derinlikte oturur, paslanmaz çelik şaft (3.35” (85.0) mm) OD, 3.2 ”(81.2 mm) ID, 7.5” (190.5 mm) üzerinde, bir ucunda daha küçük başlık ve mil, diğer ucunda daha büyük 5.5 ”(139.7 mm) taban bulunur)
Güç: 9.09kW
Sıcaklık: 1145 ° C (618 ° F +)
Zaman: yaklaşık 20 ila 30 saniye

Deney 4
Malzemeler
Kriyojenik Pompalar ve Muhafazalar - Bakır kapak (2.7 ”(68.5 mm) OD, 2.85” (72.3 mm) yüksek, 0.6 ”(15.2 mm) duvar, 1.4” (35.5 mm) derinliğinde paslanmaz çelik şaft üzerine oturur), paslanmaz çelik şaft ( 1.54 ”(39.1 mm) OD, 0.9” (22.8 mm) kalınlığında duvar, 6.5 ″ (165.1 mm) yüksekliğinde ve bittiğinde daha büyük bir kütleye tutturulmuş) bakırın diğer tarafında ek paslanmaz çelik kapak, 2.44 ”(61.9 mm ) OD, 0.8 ”(20.3 mm) yüksek veya daha fazla, 0.88” (22.35 mm) gövde, 1.4 ”(35.5 mm) yüksekliğinde ve 0.66” (16.7 mm) ID ile
Güç: 14kW
Sıcaklık: 1145 ° C (618 ° F +)
Zaman: 1 dakika 50 saniye

Sonuçlar ve Sonuçlar:
Deney 1: Test çok daha düşük güçle başladı ve 25 saniye sonra 15 kW'a kadar yükseldi. İndüksiyon lehimi başarılı oldu.
Bakır kapağın sadece yarısını saran daha sıkı bir bobin kullanılması önerilir. Bu ısıyı sadece alaşımın olduğu yerde yoğunlaştıracak ve ısı süresini azaltmalıdır.
Deney 2: Test, parça üzerindeki dudağın yarattığı boşluk sorunları nedeniyle büyük boyutlu bir bobin ile yapılmıştır. Tam döngü için yaklaşık süre 20 ila 30 saniyedir. Daha düşük frekans, alanın bakırın ötesine ve çeliğin kendisine daha derin nüfuz etmesine neden olarak uygulama için faydalı görünüyordu ve bu da daha hızlı ısıtma sürelerine neden oldu.
Deney 3: DW-HF-14KW için gerekli zaman döngüsünü simüle etmek için 15 kW ile test yapıldı indüksiyonlu ısıtma sistemi. Bu kısım, bakır kütlesi nedeniyle en uzun ısı süresini gerektirecektir. Isı süreleri daha büyük bir güç kaynağı kullanılarak azaltılabilir.
Tüm testler için ısıtma süreleri, indüksiyon ısıtma bobinleri Belirli parçalar için ve frekansı düşürerek. Daha büyük bir indüksiyon sistemi ile gidilecek parçalara zarar vermemek için bir sıcaklık kontrolörü ve pirometre şiddetle tavsiye edilir. 15kW'lık bir indüksiyonlu ısıtma sistemi kullanılıyorsa, sıcaklık kontrolörü ve pirometre hala tavsiye edilir, ancak parça hasarı riski azalır.




