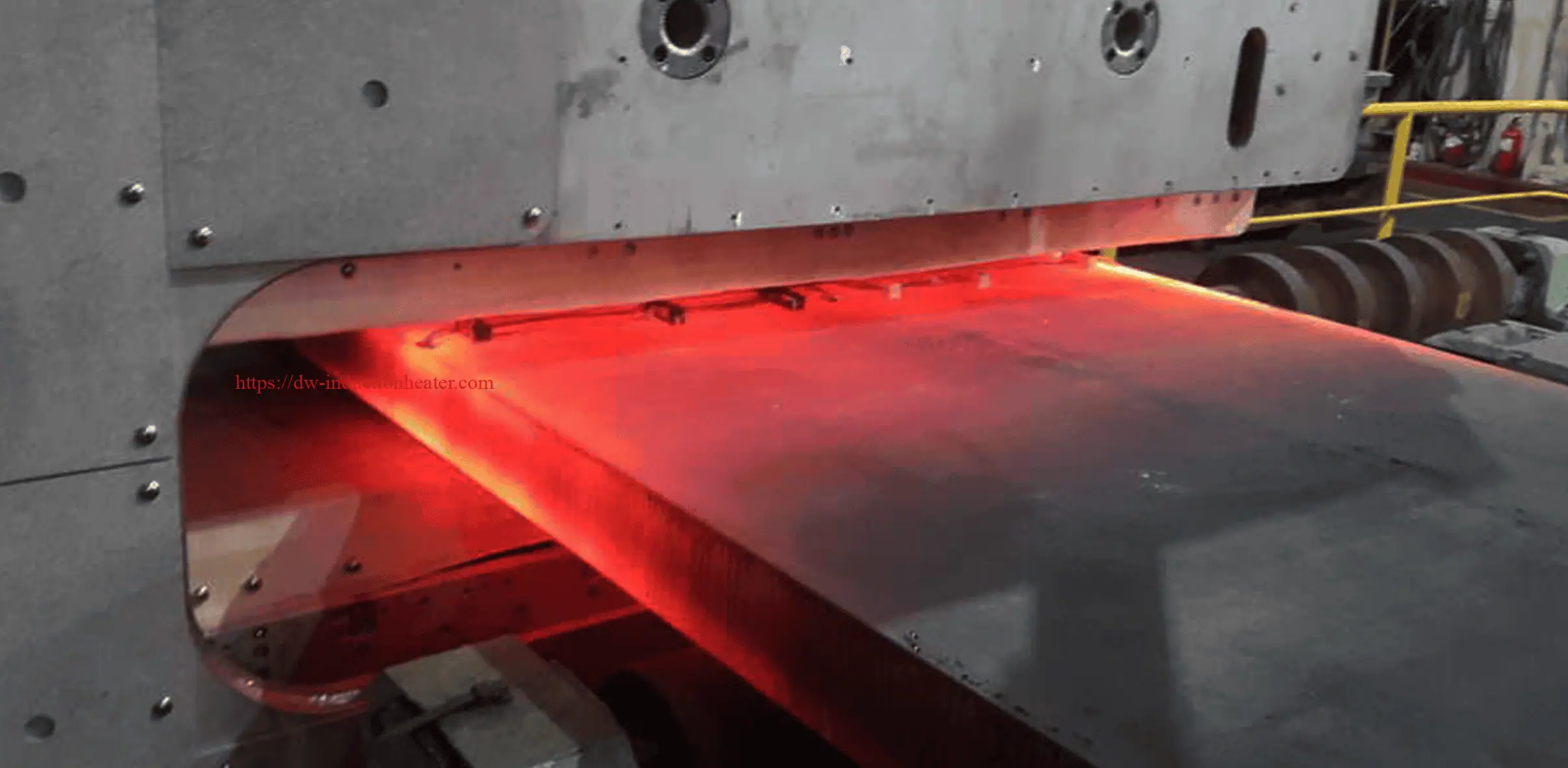
IGBT İndüksiyon Isıtıcı ile Sıcak Başlık İçin İndüksiyonla Isıtma Çelik Parçası
Hedef Sıcak başlık uygulaması için çelik parçaların 1900ºF'ye (1038ºC) kadar ısıtılması
7 / 16 ”(11.11mm) OD ve seramik parçalı malzeme çelik parçalar
Sıcaklık 1900 ºF (1038ºC)
Frekans 440 kHz
Ekipman • DW-UHF-6kW endüksiyonlu ısıtma sistemi, bir 0.66μF kapasitör içeren uzak bir çalışma kafası ile donatılmıştır.
• Bu uygulama için özel olarak tasarlanmış ve geliştirilmiş bir indüksiyonlu ısıtma bobini.
İşlem Parçanın 0.75 ”(19 mm) bölümünü 1900 saniye boyunca 1038ºF (7.5ºC) sıcaklığa ısıtmak için seramik ekli dört turlu sarmal bir bobin kullanılır. Seramik bir parça olduğu için parça içeri girmez
bobin ile temas.
Sonuçlar / Avantajlar İndüksiyonla ısıtma aşağıdakileri sağlar:
• Üretim için operatör becerisi gerektirmeyen eller serbest ısıtma
• Isının iş parçası üzerine hassas ve tutarlı bir şekilde doğrudan uygulanması
• Isınmanın eşit dağılımı
• Düşük basınç ve minimum artık parça gerilmesi


