İndüksiyon ön ısıtma kaynağı otomotiv transaks
Açıklama
İndüksiyon ön ısıtma kaynağı otomotiv transaks
Amaç: Üç kaynak hattı ile 3.6 ”(91 mm) dış çaplı çelik dingili 662ºF'ye (350C) kadar ön ısıtma yapmak ve her kaynak hattı beş saniye içinde ısıtılır.
![]() Malzeme: Müşteri tarafından sağlanan 3.6 ”(91 mm) OD çelik aks
Malzeme: Müşteri tarafından sağlanan 3.6 ”(91 mm) OD çelik aks
Sıcaklık: 662 ºF (350 ºC)
Sıklık: 121 kHz
Teçhizat: DW-HF-45kW 50-150 kHz indüksiyonlu ısıtma sistemi paralel seri olarak sekiz 1.0 μF kapasitör içeren bir uzak ısı istasyonu ile donatılmıştır
- Tek konumlu iç delik indüksiyon ısıtma bobini Bu uygulama için özel olarak tasarlanmış ve geliştirilmiştir.
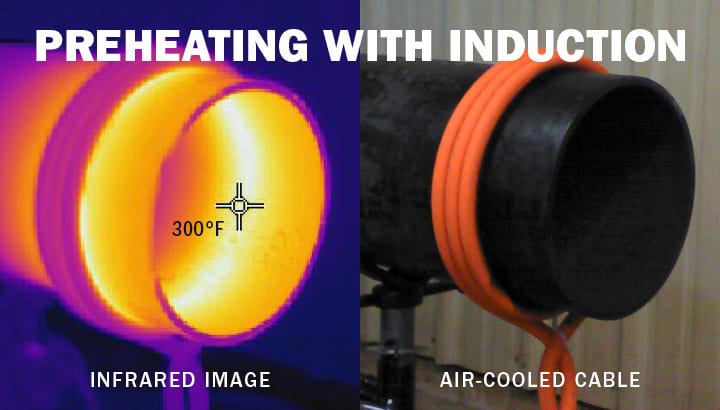
 İndüksiyon Ön Isıtma İşlemi: Çelik aks, sıcaklık gösteren boya ile boyanmış ve parçaya termokupl takılmıştır. İndüksiyonlu ısıtma bobini çelik aksın içine yerleştirildi ve güç kaynağı açıldı. Bu yaklaşım, kaynak hattının müşteri tarafından arzu edildiği gibi beş saniye içinde 662 F (350 ºC) 'ye ısıtılmasını sağladı. Güç kaynağı, istenen ısıtma süresinden sonra - bu durumda beş saniye - kapanacak şekilde programlanabilir. Ardından, bobin ikinci kaynak hattına ve üçüncü kaynak hattına taşınabilir.
İndüksiyon Ön Isıtma İşlemi: Çelik aks, sıcaklık gösteren boya ile boyanmış ve parçaya termokupl takılmıştır. İndüksiyonlu ısıtma bobini çelik aksın içine yerleştirildi ve güç kaynağı açıldı. Bu yaklaşım, kaynak hattının müşteri tarafından arzu edildiği gibi beş saniye içinde 662 F (350 ºC) 'ye ısıtılmasını sağladı. Güç kaynağı, istenen ısıtma süresinden sonra - bu durumda beş saniye - kapanacak şekilde programlanabilir. Ardından, bobin ikinci kaynak hattına ve üçüncü kaynak hattına taşınabilir.
Sonuçlar / Faydalar Süreci: Bobin aksın içindeyken engel oluşturmaz ve daha sonra kolaylıkla bir sonraki kaynak hattına taşınabilir.
- Hız: İndüksiyon ve önerilen süreç, kaynak hatlarının hedeflenen sıcaklıkta ısıtılmasını sağlar.
zaman
- Ücretsiz laboratuvar testi: Bu, müşteri için yeni bir projedir ve HLQ Lab Hizmet İsteği testi, müşterinin
Uygulamalarını test edin ve yenilikçi bir yaklaşım tasarlandı




