
İndüksiyon Ön Isıtma Kaynaklı Çelik Çubuklar
Açıklama
İndüksiyon ön ısıtma kaynağı çelik çubuk uygulamaları
Nesnel Büyük bir ekipman üreticisinin kaynak uygulaması için çelik çubukları 500 ºF (260 ºC) 'ye kadar önceden ısıtmak için
Malzeme: Müşteri tarafından sağlanan çelik pimler (ortalama 2 ”/ 51 mm)
Sıcaklık: 500 ºF (260 ºC)
Sıklık: 100 kHz
Teçhizat: DW-HF-45kW 50-150 kHz endüksiyonlu ısıtma sistemi, sekiz 1.0 μF kapasitör içeren uzak ısı istasyonuyla donatılmıştır
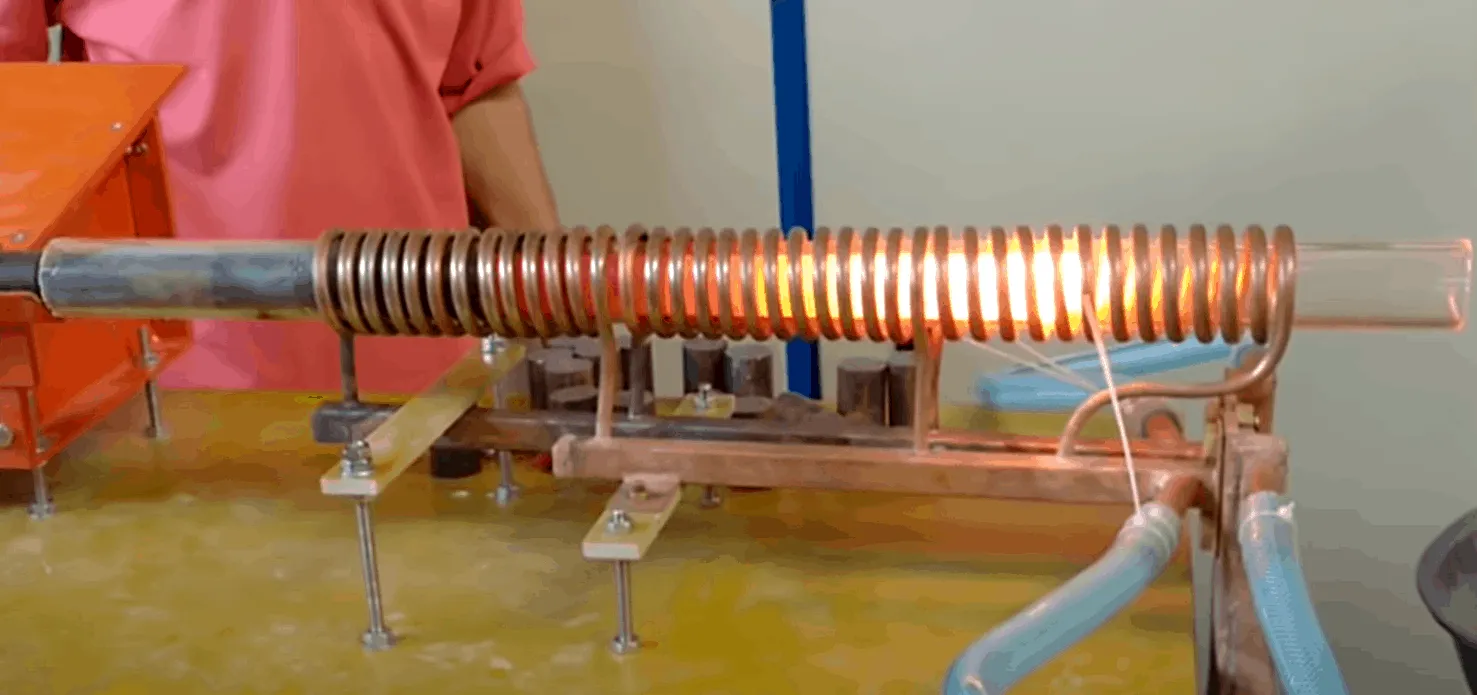
- Çok pozisyonlu iki dönüşlü indüksiyon ısıtma bobini bu uygulama için özel olarak tasarlanmış ve geliştirilmiştir
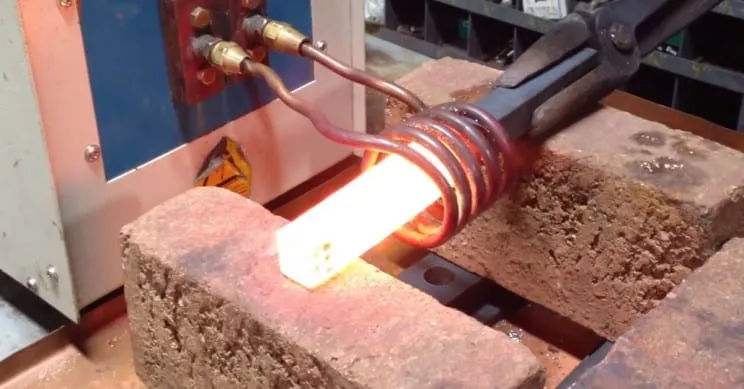
İndüksiyon Ön Isıtma İşlemi: Çelik çubuk bobine yüklendi ve ısı açıldı. Parça bir dakika içinde 600 ºF'ye (316 C) ulaştı. Dış katmanın 30 F (500 ºC) altına düşmediğinden emin olmak için güç kapatıldı ve çubuk 260 saniye izlendi.

Uygulama Laboratuvarı'nın deneyimlerine ve testlerine dayanarak, ısıtma süresi ne kadar uzun olursa, o kadar az güç gerekir.
Ek olarak, ısıtma süresi ne kadar uzun olursa, dış sıcaklık o kadar uzun süre 500 ° F'nin üzerinde kalır.
Bunun ışığında, güç kaynakları söz konusu olduğunda, iki dakikalık ısıtma süresine sahip iki konumlu bir bobini olan 15kW'lık bir indüksiyonlu ısıtıcıdan 45kW'a kadar ek olasılıklar vardır. indüksiyonlu ısıtma sistemi dört konumlu bir bobin ve bir dakikalık ısıtma süresi ile.
Sonuçlar / Faydalar
Hassas ısıtma: Endüksiyon daha hassas, tekrarlanabilir ısıtma sunabildiğinden, müşteri alevden geçişe bakıyor
- Penetrasyon: İndüksiyon, bir meşale ile karşılaştırıldığında pime nüfuz ederek daha üstün bir iş çıkarır, bu da kritik önem taşır.
kaynak için ön ısıtma
- Hız: İndüksiyon, torç ısıtmaya kıyasla üretimi artırabilen hızlı ısıtma sağlar
- Parça kalitesi: Bir torç parçayı kırılgan hale getirebilir, bu da indüksiyonu avantajlı hale getirir
- Çalışma alanı: İndüksiyon ön ısıtma kaynağı aleve göre işyerine daha az ısı veren daha güvenli bir ısıtma yöntemidir




