


indüksiyon Sertleştirme Çelik Kam Montajı
Açıklama
indüksiyon Sertleştirme Çelik Kam Montajı
Amaç : İndüksiyon sertleştirme ¼ ”kalın çelik kam tertibatlarının çevresi
Malzeme: Çeşitli geometrilerde ¼ ”kalınlığında çelik kam tertibatları
Sıcaklık: 1650ºF (900 ° C)
Frekans: 177 kHz
Ekipman

DW-UHF-10kW indüksiyonlu ısıtma sistemi, bir 1.0µF kapasitör içeren bir uzak ısı istasyonu ve bu uygulama için özel olarak tasarlanmış ve geliştirilmiş bir indüksiyonlu ısıtma bobini ile donatılmıştır
süreci
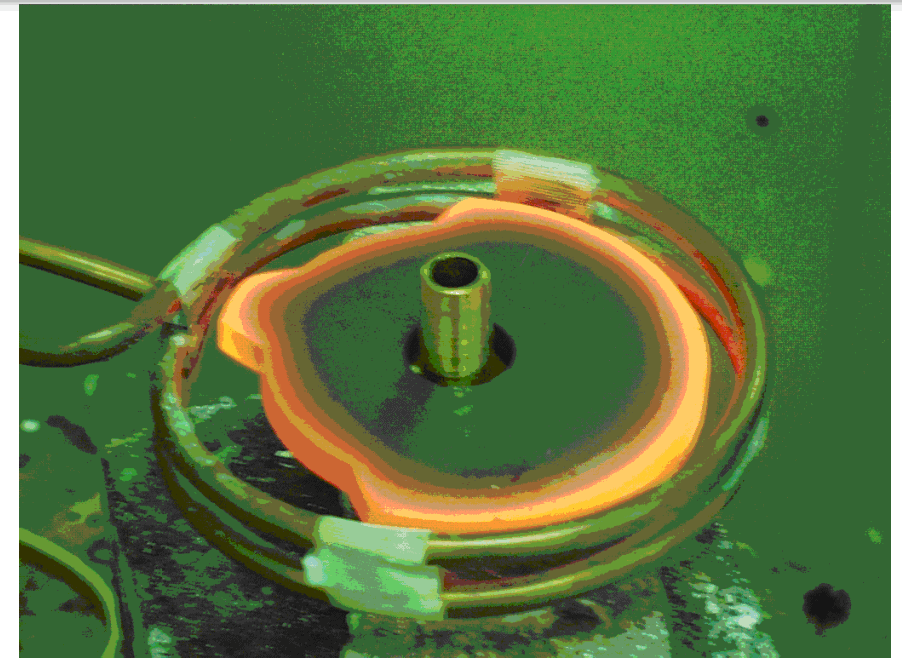
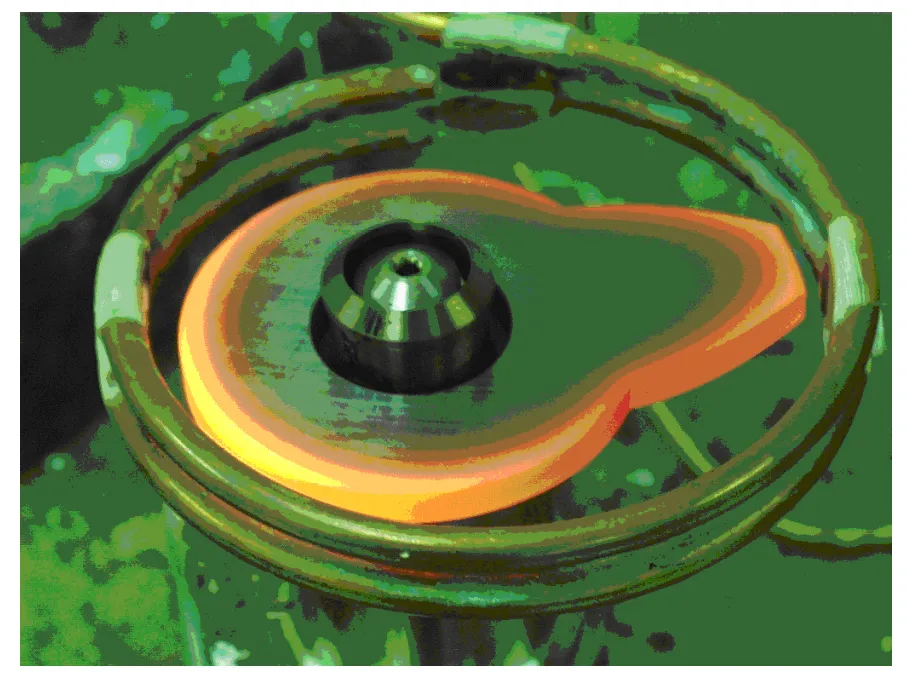
Kamları ısıtmak için iki turlu bir sarmal bobin kullanılır. Isınma süresi 120-150 saniye arasında değişmektedir. Isıtıldıktan sonra parçalar suda söndürülür.
 Sonuçlar / Faydalar
Sonuçlar / Faydalar
İndüksiyonla Sertleştirme indüksiyonlu kam dış yüzeyleri şunlarla sonuçlanır:
• tek tip sonuçlar için eşit ısıtma
• birçok geometri için bir bobin kullanılabilir
• parçadan parçaya tutarlı sonuçlar
Binlerce çok başarılı indüksiyon sertleştirme makineleri çeşitli endüstri segmentlerine tedarik edilen milyonlarca parça üreten. Rutin olarak indüksiyonla sertleştirmeye (IH) maruz kalan bileşenler arasında eksantrik milleri, krank milleri, dişliler, dişliler, şanzıman milleri, bilyeli saplamalar, pimler, dişli raflar, tekerlek milleri, yatak yuvaları, bağlantı elemanları, çalışma aletleri, toprak için palet pabuçları gibi parçalar bulunmaktadır. hareketli makineler - liste aslında sonsuzdur. Örnek olarak, Figure rutin olarak indüksiyonla sertleştirilmiş küçük bir geometri dizisini göstermektedir.




