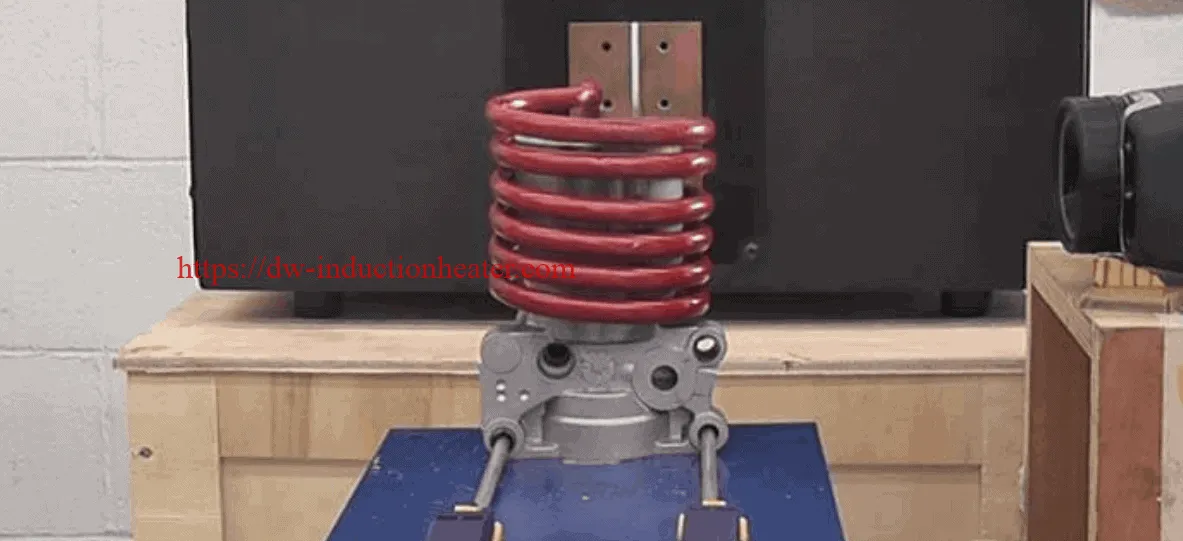
IGBT Isıtma Üniteleri ile İndüksiyon Shrink Montajlı Çelik Boru
Amaç Bir çelik boruyu, sıkı geçme uygulaması için 500-1000 ° F'ye ısıtmak. Değişen sıcaklıklarda ID'nin genişlemesini (büyümesini) belirleyin.
Malzeme Çelik borular 7 ”OD x 4.75” ID x 5 ”ısı bölgesi
Sıcaklığı ölçmek için 'K' termokupl yazın
Termal battaniye
Sıcaklık 500, 800, 1000 ° F (260, 427, 538 ° C)
Frekans 66 kHz
Ekipman DW-HF-7.5, 7.5 kW, 150-400 kHz endüksiyon güç kaynağı, iki adet 1.5 μF kapasitör içeren bir uzak ısı istasyonuyla donatılmıştır (toplam 0.75 μF için)
Bu uygulama için özel olarak tasarlanmış ve geliştirilmiş çok turlu, özel seri paralel indüksiyonlu ısıtma bobini.
Proses İlk testleri, termal battaniyesiz bir numune üzerinde tamamlandı. Sıcaklığı ölçmek için bakır halka ile çelik boru arasına bir termokupl kaydırılır. Ölçülen parça
4.940 ”(oda sıcaklığında ve bir ID göstergeli) Parça yaklaşık 1000 dakikada 538 ° F'ye (10 ° C) ulaşır.
Aşağıdaki grafik teorik ve deneysel ölçülen sonuçların karşılaştırmasını göstermektedir.

Sonuçlar / Faydalar Parça, 4.975 ° F'de 1000 ”ölçülerinde 0.035” (4.975 eksi 4.94) genişleme sağlar. 500 ve 800 ° F'de, genişletme sayıları sırasıyla 4.950 ve 4.964'tür. Bir
termal battaniye ısıtma süresi yaklaşık 90 saniye azalır (8.5 dakika yerine 10 dakika).


