
İndüksiyon Dövme Çelik Şerit
Açıklama
İndüksiyonlu Isıtma Sistemli İndüksiyon Dövme Çelik Şerit
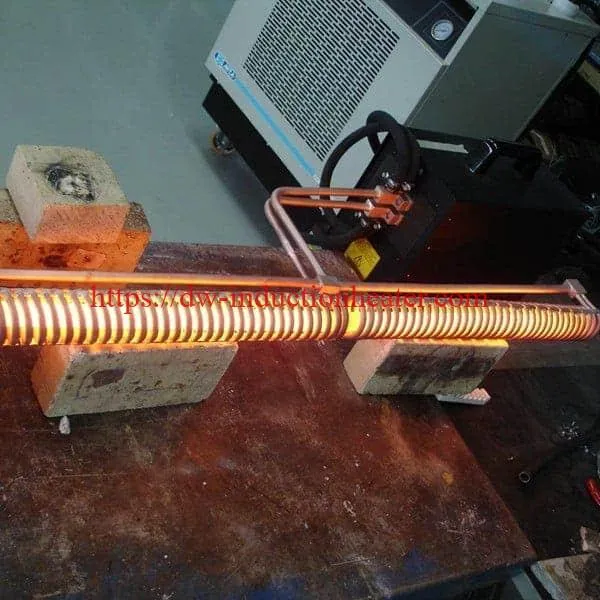
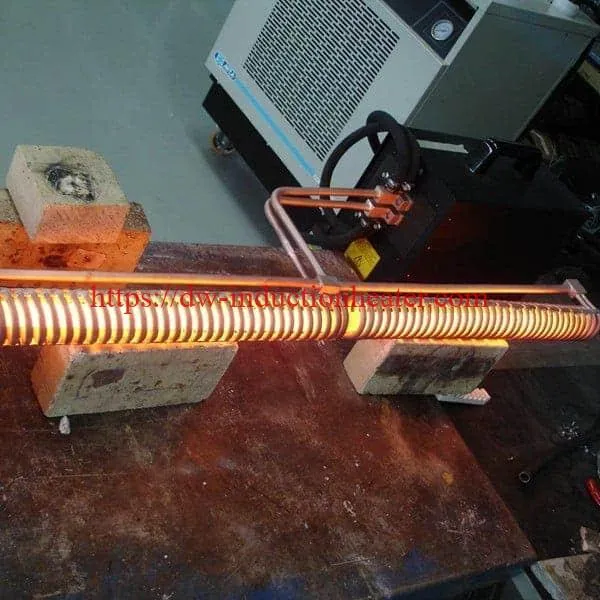
Amaç At nalı ayakkabı üretimi için dövme işleminden önce 1025 çelik şeridi 1800 ° F'ye ısıtmak. Halen boşluklar, gazla çalışan bir fırında kesilip ısıtılır ve daha sonra preste dövülür. Bir indüksiyon bobini yerinde olduğunda, çelik, bir rulodan indüksiyon bobini boyunca ve dövme presine sürekli olarak beslenecektir. Artan üretim oranını karşılamak için 13 ″ çelik bölümün ısınması 10 saniye içinde gerçekleşmelidir.
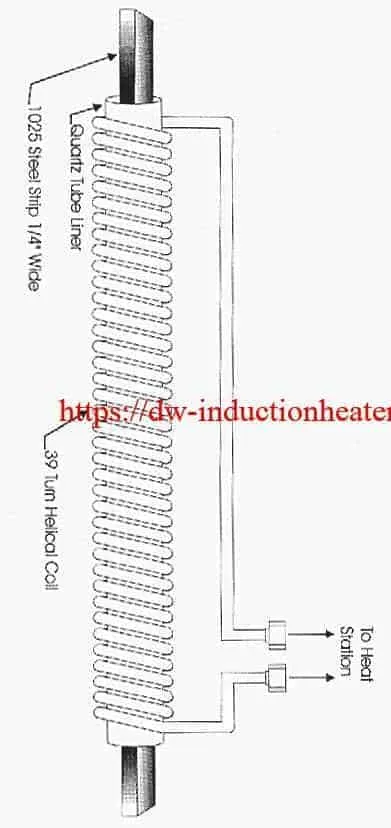
Malzeme 1025 Çelik şerit yaklaşık 3/4 'genişliğinde ve 1/4' kalınlığında.
Sıcaklık 1800 ºF
Frekans 50kHz
Ekipman DW-HF-60kW çıkışlı katı hal indüksiyon güç kaynağı, toplam kapasitansı 0.5 μF olan bir ısı istasyonu içerir.
İşlem Ameritherm 40 kW çıkışlı katı hal indüksiyon güç kaynağının aşağıdaki sonuçları verimli bir şekilde elde ettiği bulunmuştur: Sonuçlar • 1800 ºF'ye 10 saniyede ulaşıldı.
• Her 1-5 saniyede 10 parça üretim hızına ulaşıldı.
• Yukarıdaki sonuçlar, 39 1/1 ″ ID ve 2 11/1 ″ OAL ölçülerinde 2 dönüşlü sarmal tarzda bir çalışma bobini kullanılarak elde edilmiştir.