Yaylı Tel ve Naylon Toz için İndüksiyonlu Isı Sığdırma
Isı istifleme kullanmayı içerir indüksiyon ısıtma plastiklerin katıdan sıvıya dönüştüğü süreçlerde. Bu uygulama için yaygın bir kullanım, metal bir parçayı plastik bir parçaya presle oturtmaktır. Metal, indüksiyon kullanılarak plastik yeniden akışın sıcaklığından daha yüksek bir sıcaklığa ısıtılır. Bazı durumlarda metal, ısıtma gerçekleşmeden önce plastiğe preslenebilir; veya metal, plastiğe preslenmeden önce ısıtılabilir, bu da parça içeri bastırılırken plastiğin yeniden akmasına neden olabilir (plastik yeniden akma olarak da bilinir). Endüksiyonla ısıtma, plastik enjeksiyon kalıplama makinelerinde de kullanılabilir. İndüksiyonla ısıtma, enjeksiyon ve ekstrüzyon prosesleri için enerji verimliliğini artırır. Isı doğrudan makinenin namlusunda üretilir, bu da ısınma süresini ve enerji tüketimini azaltır.
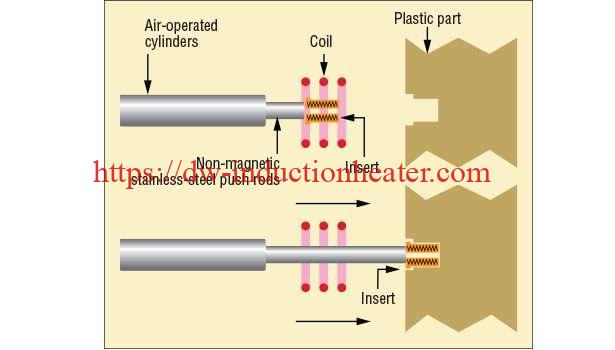 Metalden plastiğe yerleştirme, dişli bir metal ekin plastik yeniden akış noktasının üzerindeki bir sıcaklığa ısıtılmasını ve plastik parçaya bastırılmasını içerir. İşlem, hızlı, hassas, tekrarlanabilir ısıtma gerektirir. İç dişlerin yumuşaması, uzun ısıtma işlemlerinin sonucudur.
Metalden plastiğe yerleştirme, dişli bir metal ekin plastik yeniden akış noktasının üzerindeki bir sıcaklığa ısıtılmasını ve plastik parçaya bastırılmasını içerir. İşlem, hızlı, hassas, tekrarlanabilir ısıtma gerektirir. İç dişlerin yumuşaması, uzun ısıtma işlemlerinin sonucudur.
Indüksiyon ısıtma yüksek kaliteli sonuçlarla tutarlı bir sonuç sağlamak için hassas ısı kontrolü sağlar. Ekipman, belirli bir güç seviyesi ve ısıtma süresi için programlanabilir, bu da operatör değişkenliğini ortadan kaldırır ve işlemin tekrarlanabilirliğini iyileştirir.
 Amaç: 0.072" yay telinin uçlarını ısıtmak için, 1 "uzunluğunda naylon tozunun uygulanması için 2/1" aralıklı. Bir kez 700'e ısıtıldı0F, naylon tozu tel ile birleşerek koruyucu bir kaplama oluşturur. Balenlerin, destekleyici giysiyi dürtme ve kullanıcıyı kaşıma geçmişi vardır. Tel formunun uçlarına koruyucu naylon kaplama eklenerek bu rahatsız edici durumun önüne geçilir.
Amaç: 0.072" yay telinin uçlarını ısıtmak için, 1 "uzunluğunda naylon tozunun uygulanması için 2/1" aralıklı. Bir kez 700'e ısıtıldı0F, naylon tozu tel ile birleşerek koruyucu bir kaplama oluşturur. Balenlerin, destekleyici giysiyi dürtme ve kullanıcıyı kaşıma geçmişi vardır. Tel formunun uçlarına koruyucu naylon kaplama eklenerek bu rahatsız edici durumun önüne geçilir.
Malzeme: Yaylı Tel ve Naylon Toz
Sıcaklık: 370 ℃
Uygulama: The DW-UHF-6KW-III çıkış katı hal Indüksiyonlu ısıtma güç kaynağı benzersiz bir beş (5) dönüşlü uzun sarmal bobin ile birlikte aşağıdaki sonuçları elde etmek için kullanıldı:
- 370 ℃ on iki (12) saniyelik bir makine çevrimiyle ulaşıldı.
- Eşsiz beş (5) dönüşlü uzun sarmal bobin sayesinde eşit ısıtmanın bir sonucu olarak tek tip bir kaplama üretildi.
- On iki (12) tel numunesi benzersiz çalışma bobininde aynı anda ısıtıldı.
Teçhizat: DW-UHF-6KW-III toplam değeri 1 µF olan iki (2) kapasitör içeren bir (0.66) uzak ısı istasyonu ve 5 2/1" genişliğinde, 2 8/ 1 "uzunluğunda ve 2 2/3" boyunda, alt iki dönüş uçlarında aşağı açılı.
Sıklık: 258 kHz
