IGBT Yüksek Frekanslı Isıtma Üniteleri ile İndüksiyonlu Isıtma Kalıp Kateter Ucu
Amaç Yüksek kaliteli bir Teflon kateter ucu oluşturmak için su soğutmalı çelik mandreli 700ºC'ye ısıtın.
Malzeme Teflon kateter borusu, mandrel düzeneği
Sıcaklık 600-700 ° F (315-371ºC)
Frekans 376 kHz
Ekipman • DW-UHF-6 kW endüksiyonlu ısıtma sistemi, bir 0.66μF kapasitör içeren uzak bir çalışma kafası ile donatılmıştır.
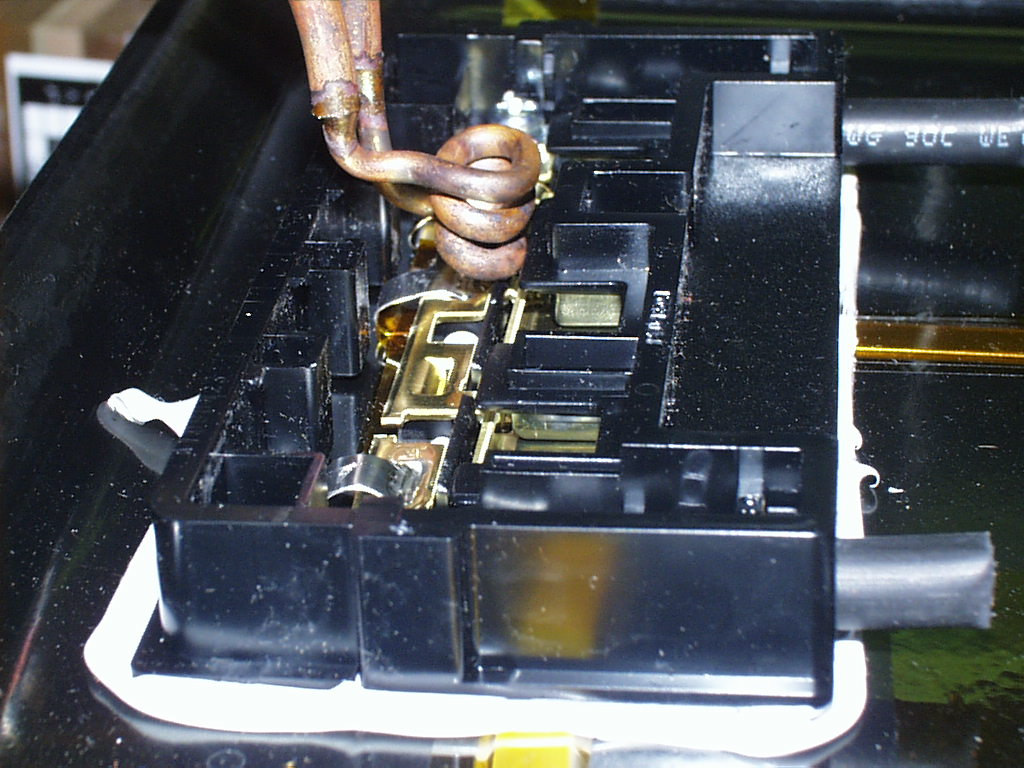
• Bu uygulama için özel olarak tasarlanmış ve geliştirilmiş bir indüksiyonlu ısıtma bobini.
İşlem Çelik mandreli 660 saniyede 371ºF'ye (2.7ºC) ısıtmak için iki turlu bir bobin kullanılır. Kateter ucunu oluşturmak için, kateter mandrel üzerinde tutulurken RF gücü uygulanır. Daha sonra boru, tutarlı, eşit bir uç oluşturmak için mandrel üzerine itilir.
Sonuçlar / Avantajlar İndüksiyonla ısıtma aşağıdakileri sağlar:
• Hassas, tekrarlanabilir ısı uygulaması
• Temassız ısıtma
• Daha hızlı çevrim süreleri