bir epoksi kür uygulaması için yüksek frekanslı indüksiyonlu ön ısıtma bakır çubuk ve konektör
indüksiyon ön ısıtması epoksi kür uygulaması için bakır çubuk ve konektör
Amaç: Elektrik gerdirmeler için bir üretim süreci sırasında bakır çubuğun bir kısmını ve dikdörtgen bir konektörü epoksi kürlemeden önce sıcaklığa önceden ısıtmak
Malzeme : Müşteri tarafından sağlanan kaplamalı bakır çubuk (12” x 2” x 1”/305mm x 51mm x 102 mm) ve konektör
Sıcaklık: 302ºF (150ºC)
Frekans: 25 kHz
İndüksiyonla Isıtma Ekipmanları:
-DW-HF-60kW 15-45 kHz indüksiyonlu ısıtma sistemi dört adet 21 μF kapasitör içeren bir uzak çalışma kafası ile donatılmış

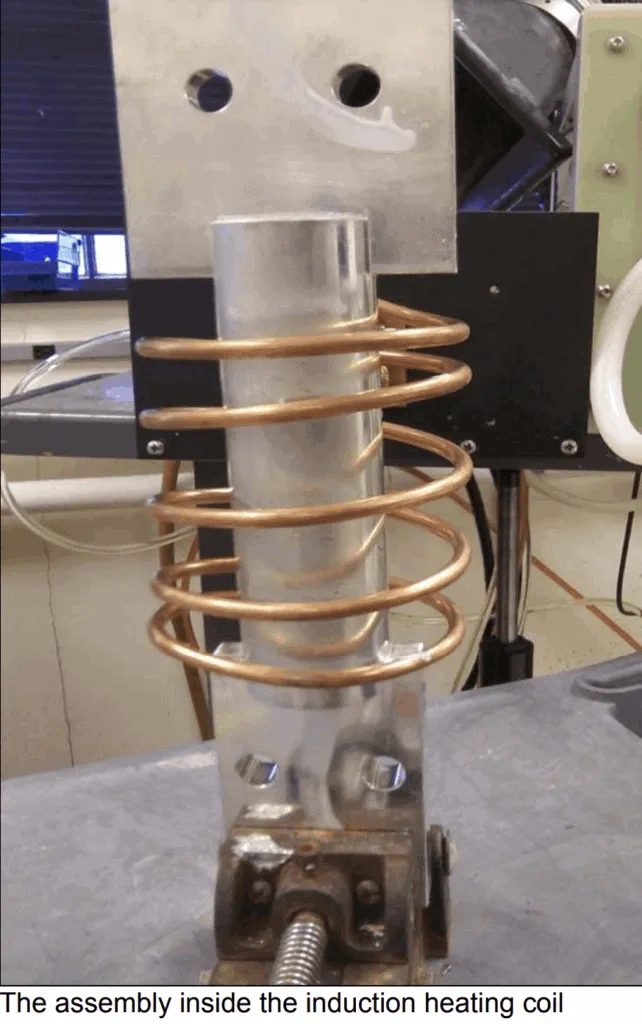
– Bu uygulama için özel olarak tasarlanmış ve geliştirilmiş tek konumlu yedi dönüşlü sarmal indüksiyonlu ısıtma bobini
İndüksiyonla Isıtma İşlemi
Bakır çubuk ve konektör içine yerleştirildi. indüksiyon ısıtma bobini ve güç açıldı. Parça, 55 saniye içinde sıcaklığa ısıtıldı. Sıcaklığa ısıtıldıktan sonra parça hareket ettirildi ve bir epoksi kürleme/kalıplama işlemi gerçekleşti. Müşteri, bu çubukları önceden ısıtmak için büyük bir fırın kullanıyordu.
maliyet etkin değildi. İndüksiyon, daha hızlı ve daha uygun maliyetli bir ısıtma yöntemi sunar.
Sonuçlar/Faydalar – Hız: İndüksiyon, parçayı hızla ısıttı
– Verimlilik: İndüksiyon, bu parçaları sıcaklığa göre ısıtmak için çok daha verimli bir yöntemdir.
büyük fırın
– Hassasiyet: İndüksiyon, çubuğun yalnızca ısıtma gerektiren kısımlarını ısıtmayı mümkün kıldı