Karbon çeliğinin indüksiyon sertleştirme çene dişleri
Açıklama
Karbon Çelik yüzey işleminin yüksek frekanslı indüksiyon sertleştirme Çene Dişleri
Nesnel
İndüksiyon kullanılarak çene dişlerinin başarılı sertleşmesi.
Ekipman
DW-UHF-6KW-I el indüksiyon sertleştirme makinası
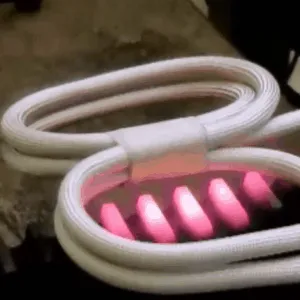
HLQ özel bobin
Malzemeler
Müşteri tarafından sağlanan karbon çelik çene dişleri
Anahtar Parametreler
Güç: 4 kW
Sıcaklık: 1526 ° C (830 ° F)
Süre: 10-15 sn
Proses:
- Uygulama için özel olarak bir test bobini yapılmıştır.
- Numune, bobinin içinde sabitlenmiştir.
- Dişlere indüksiyonla ısıtma uygulandı.
- Numunenin sıcaklığı ısıtma sırasında izlendi.
- Sertleştirme sıcaklığına ulaşılana kadar ısı uygulandı.
Sonuçlar:
- Sistem maksimum gücüne ulaşmayı başardı.
- Diş 830 saniye içinde 12 ° C'ye ısıtıldı.
- 930 saniye içinde 20 ° C'ye ulaşıldı.
- Curie noktasına (yaklaşık 770 ° C) 5 saniyede ulaşılır.
Sonuç:
- Sistem konfigürasyonu –DW-UHF-6KW-I proses için uygundur.
- Klasik bobin de bu uygulama için uygundur.
Öneriler:
- İşlemin otomasyonu, HS'yi bobin veya çene dikey yönde hareket ettirerek elde edilebilir.
- Uygun soğutma sistemleri seçilmelidir. Soğutma kapasitesi - en az 4kW. Sudan havaya sistem kullanılabilir, ancak ortamın çalışma sıcaklığına bağlıdır.